



Bilang mga propesyonal na tagagawa, nais ng Bordersun na bigyan ka ng mataas na kalidad na proseso ng Metal Rapid Prototyping. At iaalok namin sa iyo ang pinakamahusay na serbisyo pagkatapos ng pagbebenta at napapanahong paghahatid.
Proseso ng Metal Rapid Prototyping
Ang metal rapid prototyping, na kilala rin bilang rapid metal prototyping o mabilis na prototyping ng mga bahaging metal, ay tumutukoy sa proseso ng mabilis at mahusay na paggawa ng mga metal na prototype gamit ang mga additive na teknolohiya sa pagmamanupaktura. Ang mga teknolohiyang ito ay nagbibigay-daan para sa paglikha ng mga kumplikadong geometries at functional na mga bahagi ng metal nang hindi nangangailangan ng tradisyonal na proseso ng machining o tooling.
Mayroong ilang mga metal na mabilis na prototyping na proseso na magagamit, bawat isa ay may sariling mga pakinabang at pagsasaalang-alang. Narito ang ilang karaniwang ginagamit na pamamaraan:
1.Direct Metal Laser Sintering (DMLS): Gumagamit ang DMLS ng high-powered laser upang piliing i-fuse ang mga particle ng metal powder, patong-patong, upang gawin ang gustong bahagi ng metal. Nag-aalok ito ng mataas na katumpakan, mahusay na pagtatapos sa ibabaw, at ang kakayahang gumawa ng mga kumplikadong hugis. Kasama sa mga materyales na karaniwang ginagamit sa DMLS ang hindi kinakalawang na asero, titanium, aluminyo, at cobalt-chrome.
2.Selective Laser Melting (SLM): Ang SLM ay katulad ng DMLS ngunit nagsasangkot ng ganap na pagtunaw ng metal powder sa halip na sintering ito. Nagreresulta ito sa isang mas siksik na bahagi na may pinabuting mga mekanikal na katangian. Ang SLM ay kadalasang ginagamit sa mga materyales tulad ng titanium, aluminum, at nickel alloys.
3.Electron Beam Melting (EBM): Gumagamit ang EBM ng electron beam upang matunaw ang metal powder at gawin ang gustong bahagi. Nag-aalok ito ng mataas na bilis ng pagbuo at maaaring magproseso ng mga materyales tulad ng titanium at cobalt-chrome. Ang EBM ay partikular na angkop para sa malalaking bahagi.
4. Binder Jetting: Sa prosesong ito, ang isang liquid binder ay piling idineposito sa mga layer ng metal powder, na nagbubuklod sa mga ito. Kapag ang bahagi ay ganap na na-print, ito ay sumasailalim sa pangalawang proseso, tulad ng sintering o infiltration, upang makamit ang huling lakas nito. Maaaring gamitin ang binder jetting sa iba't ibang metal, kabilang ang hindi kinakalawang na asero, bronze, at tool steel.
CNC Machining Aluminum Prototype
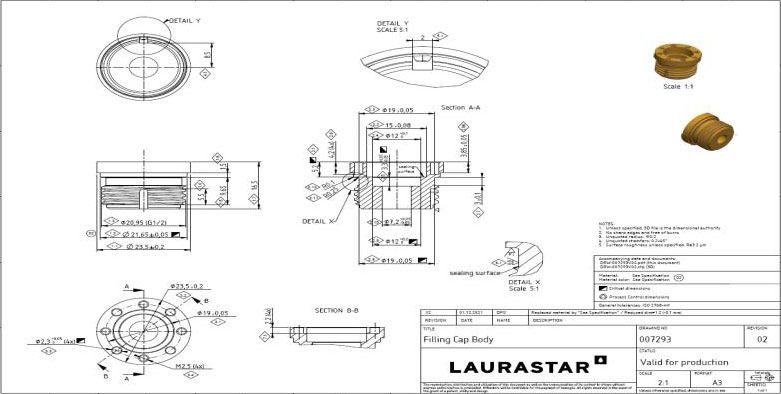
Dahil sa mababang densidad, magaan ang timbang, magandang higpit, at madaling machining ng aluminyo, ito ang nagiging unang piniling materyal ng mga bahagi, jig at fixture na may mataas na katumpakan. At ang CNC machining aluminum prototype ay malawakang ginagamit para sa hand model sa larangan ng aerospace, aviation, automobile, medical at domestic appliances.

Ang default na dimensyon tolerance ng CNC machining aluminum prototype ay nasa pagitan ng ±0.1mm. Kung kailangan ng mga customer ang tolerance na mas mababa sa 0.1mm, kailangang magbigay ng 2D file, sa format na PDF, DWG o DXF. Upang matiyak na ang prototype na natatanggap mo ay tumpak sa dimensyon at katumpakan, ang Bordersun ay magbibigay ng mga full-scale na ulat sa pagsukat para sa 10 bahagi ng prototype.
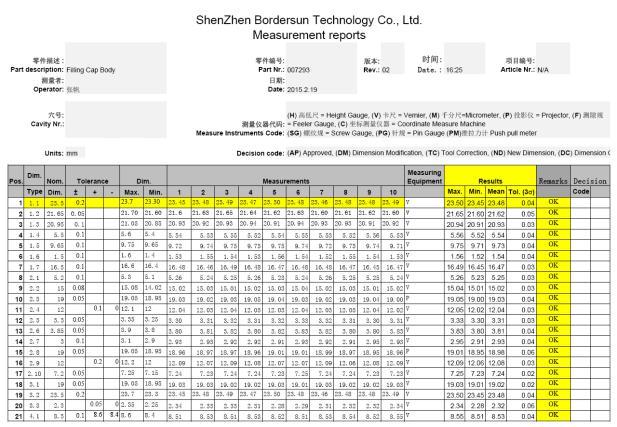
(Ulat sa pagsukat) (4-2)
Sa may-katuturang electrolyte, partikular na proseso at electric current, ang ibabaw ng aluminyo haluang metal ay gagawa ng isang oxidation film. Ang pelikula ay proteksiyon at pandekorasyon. Ang anodic oxidation surface treatment ng CNC machining aluminum prototype ay marami, at lahat ng kulay ay maaaring gawin.

Pagkatapos ng oxidized na pangkulay, ang CNC machining aluminum prototype ay kailangang selyadong. Tinatakan ang micropore, upang ang molekula ng dyestuff ay hindi maubos, at ang pag-andar at dekorasyon ng ibabaw ay maprotektahan. Dahil sa kakulangan ng colorimeter, ang maliit na workshop ay gumagawa ng visual na paghatol sa pamamagitan ng paghahambing ng Pantone, na maaaring magresulta sa pagkakamali at hindi masiyahan sa mga customer. Ang pangunahing dahilan ay ang nakasasakit na pagsabog ay hindi naipamahagi nang pantay-pantay, at nagreresulta ito sa dalawang magkaibang ibabaw pagkatapos ng anodic na oksihenasyon.








